【球墨铸铁管】焊接钢管精工打造
更新时间:2025-02-21 18:08:38 浏览次数:14
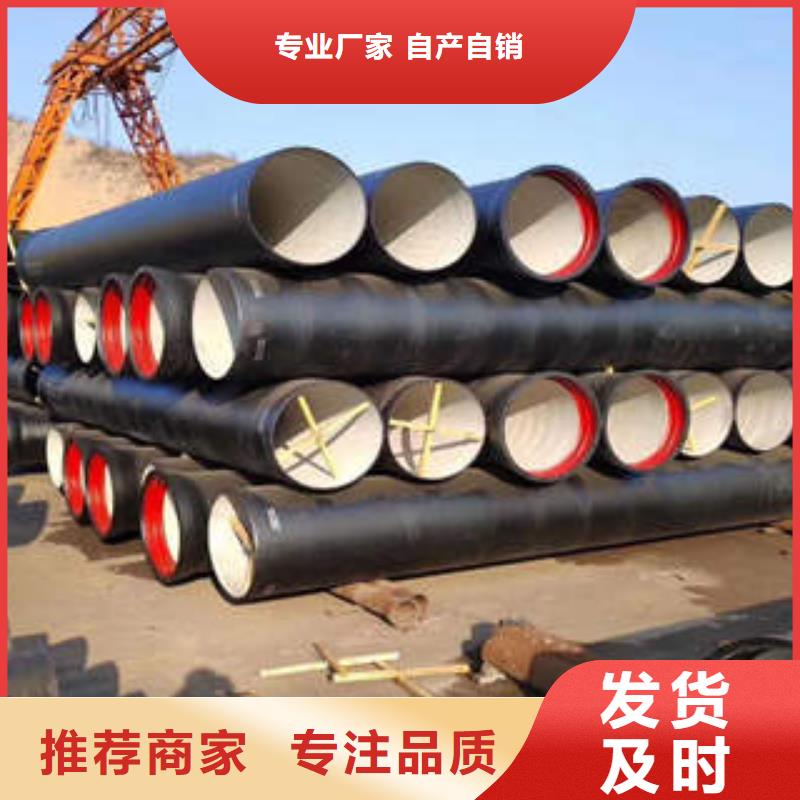
以下是:【球墨铸铁管】焊接钢管精工打造的产品参数
| 产品参数 |
|---|
| 产品价格 | 342 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 品牌 | 君杰钢管 |
|---|
| 销售类型 | 现货 |
|---|
| 规格 | 支持定制 |
|---|
| 可售卖地 | 全国 |
|---|
| 物流 | 全国物流配送 |
|---|
以下是:【球墨铸铁管】焊接钢管精工打造的图文视频
导读 【球墨铸铁管】焊接钢管精工打造,君杰钢管有限公司为您提供【球墨铸铁管】焊接钢管精工打造,联系人:曹经理,:13563535837、13563535837,QQ:18151371377,请联系君杰钢管有限公司,地:聊城开发区大东钢管市场武夷山路到甘肃省 兰州市 七里河区、西固区、安宁区、红古区、永登县、皋兰县、榆中县。 甘肃省,兰州市 兰州市,简称“兰”“皋”,古称金城,是甘肃省辖地级市、省会,Ⅰ型大城市,国务院批复确定的中国西北地区重要的工业基地和综合交通枢纽,西部地区重要的中心城市之一,丝绸之路经济带的重要节点城市。全市下辖5个区、3个县,总面积1.31万平方千米。截至2022年末,兰州市常住人口441.53万人。
【球墨铸铁管】焊接钢管精工打造产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:【球墨铸铁管】焊接钢管精工打造的图文介绍
君杰钢管有限公司位于开发区大东钢管市场武夷山路。 我们专注于 甘肃兰州球墨铸铁管生产和销售多年, 公司正以“开拓创新、追求卓越、行业争先、服务社会”为宗旨,始终把提高用户满意度作为我们不懈追求的目标,始终贯彻“诚信、务实、专业、创新”公司准则, 立足高端,放眼世界,使技术和产品水平达到 甘肃兰州球墨铸铁管行业先进水平,在发展的道路上不断求索、创新。



球墨铸铁管的维护保养可以说要一直从其选型开始,在项目开工前我们就应该对所需要用到的部件,如管材件,K9球墨铸铁管胶
圈,弯头等就行一次肉眼目测的外观检查,球墨铸铁管-国标球墨铸铁管-K9球墨铸铁管-球墨铸铁管-球墨铸铁管避免使用带第二个保养的重点是验收工作时间我们应该着重注意到影响长期稳定运行的承插口胶圈下管(排管)等,要力求在这几方面的承口没有杂物。胶圈已北橡皮锤砸实不翘不扭,均匀地卡在槽内。球墨铸铁管的维护保养过程中,K9球墨铸铁管如果项目所采用的球墨铸铁管在质量上 符合 标准,K9球墨铸铁管因此遇有倾斜角时,要小心,若阻力过大,切勿强行开挖,以防橡胶圈扭曲。球墨铸铁管在冬季的维护还需要注意用热水预热,以减少硬度,迅速安装 另外,如果项目所采用的球墨铸铁管在质量上 符合 标准,那么我们应该注意胶圈,焊接等的交直流两用。



由此可知,宽凝固温度范围,糊状或海绵网络状凝固方式的合金最容易产生热裂。随着凝固温度范围的变窄,合金的热裂倾向变小,恒温凝固的共晶成分的合金最不容易形成热裂。热裂形成于铸件凝固时期,但并不意味着铸件凝固时必然产生热裂。主要取决于铸件凝固时期的热应力和收缩应力。铸件凝固区域固相晶粒骨架中的热应力,易使铸件产生热裂或皮下热裂;外部阻碍因素造成的收缩应力,则是铸件产生热裂的主要条件。处于凝固状态的铸件外壳,其线收缩受到砂芯型砂铸件表面同砂型表面摩擦力等外部因素阻碍,外壳中就会有收缩应力(拉应力,铸件热节,特别是热节处尖角所形成的外壳较薄,就成为收缩应力集中的地方,铸件最容易在这些地方产生热裂。 热裂纹产生的原因体现在工艺和铸件结构方面其中有:铸件壁厚不均匀,内角太小;搭接部位分叉太多,铸件外框肋板等阻碍铸件正常收缩;浇冒口系统阻碍铸件正常收缩,如浇冒口靠近箱带或浇冒口之间型砂强度很高,限制了铸件的自由收缩;冒口太小或太大;合金线收缩率太大;合金中低熔点相形成元素超标,铸钢铸铁中硫磷含量高;铸件开箱落砂过早,冷却过快。在铸造合金家族中,各类铸造合金的发展取决于其优势的发扬和劣势的抑制。铸铁 与铸钢有色合金相比,铸造性能较,。因此,铁液的利用率高,产品的适用面广在材质竞争中,提高铸铁的强度增加强韧性消除内在缺陷,对于减轻铸件重量,延长服役期,节约材料是非常重要的。为了保证铸铁性能的可靠性和稳定性,首先必需有良好的铁液质量。因此,一定要做好炉前处理! 脱硫铁液脱硫可减少球化剂用量和铸件中硫化物夹渣的数量。发达 球铁生产几乎全部采用脱硫工艺,要求脱硫后S≤00%,我国条件下,目标位为S≤00%,锡柴和常柴可达到S≤00%。 包底NaCO冲入法处理,方法简便但脱硫率低,效果不稳定,处理时烟尘污染环境,对咽喉有刺激性。在规模生产的球铁车间,宜将脱硫剂置于液面,采用机械搅拌法摇包法或气动搅拌法进行脱硫。其中气动法较为简单,动力消耗少,最为流行。气动脱硫装置可设于前炉上游,进行连续脱硫,亦可在炉前单包间断脱硫。气动源多为N。 脱硫剂分CaC系和CaO两大类。CaC脱硫效果好,可将硫由00~00%降至00%以下,浮渣呈颗粒状易于去除,只是它的贵熔点高,又碍于运输和保管,故限于近点供应。CaO系使用较为普遍。无论是那一系脱硫剂,都应具有抗潮防爆的特性。活性CaO经表面成膜处理,并加添加剂制成的复合脱硫剂,不受潮,去硫效率高,气动法脱硫,脱硫率在0~90%。产量不大的工厂,单包冲入法脱硫应采用低熔点复合脱硫剂,脱硫率为0~0%,此时脱硫渣呈熔融状。气动脱硫后,铁液进入感应炉提温。



除渣,除渣过程可在包中或感应炉内进行。将除渣剂(聚渣剂撒于液面即时形成一熔融层,起覆盖和聚渣作用。除渣剂受热膨化,在熔融层中产生许多小孔,起良好的保温作用。 除渣剂分低中高三档。由原矿经简单破碎过筛的产品属于低档,各省均产。现已不被铸造厂看好。中档除渣剂对原矿有所选择,增加了水洗等工序,能满足铸件的基本要求,为多数工厂接受。进口的高档除渣剂,选优质矿源,加工工序有别于一般。该产品撒于液面即迅速散布,覆盖整个液面,除渣能力超卓,用量少,不粘炉衬与浇包,用棍即可将熔融渣层整体挑起,清渣方便彻底,近三年来已开始受国内业界的重视。 球化,球化处理仍以包内冲入法为主。选用球化剂需视熔炉出铁温度,脱硫与否和球铁类型等而定。一般而言,冲天炉铁液选用Mg~9%,RE~%的球化剂,感应炉铁液选用低Mg(~%,低RE(~%球化剂,亦有的厂仍用MgRE球化剂。JB/T9-999标准,对Mg 和RE的成分范围偏差规定为±%,有些厂标已缩小为±0%,对CaAl等亦有明确规定。球化剂质量中,应重视MgO含量成分的偏析程度以及粒度的集中度。凡是粒度不匀,粉末多,色泽发暗的球化剂不宜选用。 原则上,只要掌握好铁液的化学成分和孕育环节,采用上述球化剂即可生产铸态球铁。但亦有工厂采用铸态球铁用球化剂。一般,在铸态铁素体球化剂中含有Ba和Bi,在铸态珠光体球化剂中含有Ba和Sb,但对于QT00-以上的重要曲轴类铸件,不推荐使用含Sb球化剂,此时应通过调整CuMo等的含量来控制基体。必须指出,不管是否采用铸态球化剂,孕育永远是不可忽视的重要环节。 重稀土含镁球化剂用于厚壁球铁件,为了防止球化衰退和石墨畸变,还应当调低Si量,采取增加石墨球数,细化石墨球径的工艺手段。



球墨铸铁管和成型以及原型管道的成型都有着许多十分的不同的地方,很有可能是在我们的意料之中,管道一类的产品都是运用模具来完成的,在原来所设定的模具上去进行球墨铸铁管的锻造,事实却并非是这样的,现今的现代所运用的球墨铸铁管并不是这样,球墨铸铁管几乎所有的都通过弯曲形成的。
作为球墨铸铁管的基本制作方法,实弯,顾名思义当然是实实在在的弯曲,将之前的金属材料进行完全的弯曲,实弯时内外辊与管坯内外壁双向压实,实弯拥有的优点有很多,特别是在哎初期成型的时候特别的准确,只要我们所依附的数据以及弯曲度足够多,能够形成很准确的球墨铸铁管弯曲角度,帮助加工很快速的进行。
要是在径流量上过小,难免也是会出现供不应求的现象。或许别的管道有着这样的缺陷,但伴随着球墨铸铁管的出现,这个瑕疵就很好的被打破被球墨铸铁管弥补。也正是这点提出的性能,球墨铸铁管很适合应用在我们身边的水运输上。不管是自来水运输管道,还是说企业市政给水等等,球墨铸铁管都是 的那一个选择。这样的球墨铸铁管,自然是无法替代的。
总结 【球墨铸铁管】焊接钢管精工打造,君杰钢管有限公司为您提供【球墨铸铁管】焊接钢管精工打造产品案例,联系人:曹经理,:13563535837、13563535837,QQ:18151371377,地:开发区大东钢管市场武夷山路。